


TL245_2011翻译版
作者:网站管理员 时间:2018-09-03 17:19 浏览量:174
非电解质表面的锌薄片涂层表面防护技术
关键词:防腐,表面防护,锌,铝,薄片,Delta-Protekt, Delta-Tone,Geomet,Magni,Zintek
Previous issues 早期版本
TL 245: 1987-08, 1989-10, 1990-01, 1991-03, 1991-11, 1992-10, 1993-07, 1997-12, 2002-10,
2004-12, 2007-06
Changes 修订
相对于2007-06版本的TL 245比较,作了如下修改:
第1条“适用范围”更新
去除之前的表2(不再允许使用表面防护工艺)
3.3 “带有米制 ISO-螺纹的螺纹零件”的修订
3.10 “附着力”新增标记
3.11.2 “NSS-实验按 DIN EN ISO 9227” 新增标记
3.12 “耐化学腐蚀”的更新(新表2)
相关文献的更新
附件A的更新
1 Scope 适用范围
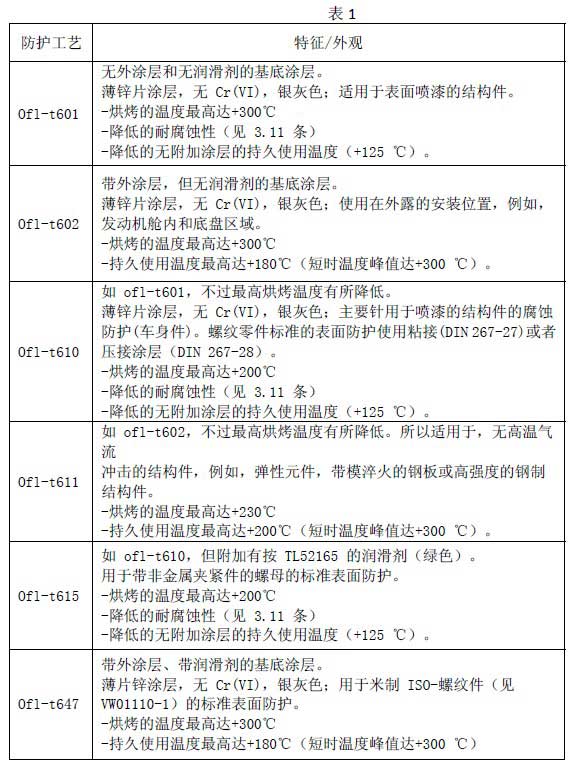
本标准规定了钢铁表面,采用无 Cr(VI)的非电解质锌铝薄片表面防护工艺的技术要求。
银灰色的薄片涂层作为高等防腐用于高耐腐蚀载荷的零部件。锌-薄片涂层在具有适宜的涂
层结构时,可以有效的对抗高温,例如安装在发动机仓内的零部件(具体见表 1)。
因为希望在涂层的过程中避免氢脆的风险,特别是使用在要求高强度和高硬度,拉伸强度>1000 MPa或者表面硬度>320HV的钢铁零件上的防腐涂层。防护系统的执行,要保证其强度和硬度不得因处理温度而受到不良影响。
锌薄片涂层同时也适用于与铝件接触的钢铁材料的结构件(但不适于与镁件接触的结构件)。
– 具有导电功能(例如,接地)
– 机组内腔(例如油腔)为了避免分离涂层颗粒堵塞。
这种涂层只适用于具有下述情况的结构件:
– 按大众标准VW 01043 < N8的十二齿花形和按VW 01048 < T30的内六角
– <5的内六边和按DIN EN ISO 4757处理<H3的十字槽
–<M6的外螺纹
–<M10的内螺纹
–厚度<1.6 mm的华司
2 标记
见 VW13750,第2条
3 技术要求
3.1 防护工艺
适用于表 1列举的防护工艺。目前已经认可的相关结构件的防护系统举例见附件 A.
3.2基本要求
首次供货和更改的批准按 VW 011 55
避免有害物质按 VW 911 01
对于一次完整的实验,至少需要 10件成品件。对于小零件,例如拧紧件,首批认可要提供>50kg的成品样件。
使用的涂层介质不得含有 Cr(VI)化合物,以保证所形成的涂层无 Cr(VI)。
如无其他规定,除了图纸上标注的带表面防护涂层的位置外,零件的全部表面都要具备前述要求的表面防护特性。涂层必须牢牢的粘附在基体材料上(见 3.10条),并且在弹性变形的情况下也不允许出现脱落和裂纹。
防护层不允许有细孔、裂纹、损伤和其他损害腐蚀防护和/或功能的缺陷。
生产工艺的设计和控制,必须保证不影响成品件的使用性能。例如,按照弹簧和弹簧片的使用要求的规定,其涂层不允许在装配时出现脱落和裂纹。
在符合专业要求的装配情况下,带涂层零件不允许出现影响功能和/或降低规定腐蚀防护特性的缺陷。
生产商和涂层系统的选择,在零部件的使用前,要与大众 AG康采恩实验室(GQL-LM/2)和/或奥迪 AG实验室(I/GQ-322包括 N/GQ-551)协商确定。
3.3带米制 ISO-螺纹的螺纹零件
涂层的工艺过程,不得损害对于连接件所规定的机械和物理特性。因此,由生产商实验,确定涂层规定的烘烤工艺条件对于带该涂层的零件是否适用。
米制 ISO-螺纹的螺纹件的基本功能特性就是维持其规定的摩擦系数。为准确保证按VW01129的摩擦系数,对于表面防护等级 ofl-t647,除了基底-薄涂层外,还要有统一规格带润滑剂的外涂层。对于Ofl-t615,通过按TL 52165的附加润滑剂的方法来确保按VW01129的摩擦系数。对于带米制 ISO-螺纹的零件新涂层系统认可和装配抱怨问题分析按 VW01131-1和VW01131-2进行。
米制螺纹必须按 VW11611进行。涂层后,外螺纹不能超过h-位置,内螺纹则是不低于H-位置。
尤其是带外涂层的螺纹件要注意,涂层后的过程,如 100%-控制、包装、运输等,必须保证表面无损伤。相关的提示可以在德国螺栓协会的准则“无 Cr(VI)表面的堆垛-运输过程的考虑”里找到,最后一章是基本的提示和规定。
其他提示见 VW01110-1, 第2条
3.4基底涂层
基底涂层除了连接剂外,包含大约 70%的锌薄片和约 10%的铝薄片。不允许使用锌粉末。
为了生产出均匀的表面涂层,按 3.11.2条规定的实验要求,必须进行多层涂膜。
3.5 外涂层/润滑剂
为了改善腐蚀防护特性、达到规定的摩擦系数的要求,允许使用附加的系列专用外涂层(选择统一的润滑剂)。外涂层必须与基底涂层完好配合,丝毫不能引起功能损伤。
如果表面要求再次喷漆和粘接(还有:连接件的压接和粘接涂层)时,薄锌涂层不应该使
用外涂层。
3.6 基体材料
见图纸
3.7 前处理
光亮的基体金属,有选择(按涂层系统)的进行细晶粒薄层磷化(1-3g/m2)是允许的。拉伸强度>1000 MPa或者表面硬度>320HV的高强度、高硬度钢铁零件,在涂层之前,要进行热碱和/或机械(例如辐射)净化。
例外的情况要与Volkswagen AG Group Laboratory(GQL-LM/2)和/或Audi AG Test Laboratories(I/GQ-322包括 N/GQ-551)协商确定。
3.8薄膜的干燥
成分见国际材料数据系统(IMDS)
3.9干涂层厚度
实验按 DIN EN ISO 1463, DIN EN ISO 2064 和 DIN EN ISO 2178,米制 ISO-螺纹的螺纹零件的测试点位置按 DIN EN ISO 4042确定。
平均最低涂层厚度为 8μm;单个测试点的厚度为 6μm~20μm。这个数据适用于螺纹零件的头部、尾部和拧紧表面。其他表面的最低涂层厚度要求,以满足腐蚀防护要求为准。
内部受力部分和螺纹区域,要求基底涂层和外涂层的累计损伤不能影响功能特性。
3.10附着特性
如果结构件大小允许的话,按照 DIN EN ISO 9227做划线。然后用手将每 25mm宽,附着力为(10±1)N的胶带牢牢的粘贴在表面上,紧接着沿垂直于表面方向猛力拔脱胶带。要求涂层没有大面积的脱落,胶带上粘有少量的涂层物质是允许的。
标记1:实验用的合适胶带,例如“Tesaband 4657”
3.11 腐蚀特性
3.11.1气候实验 CH 按 DIN EN ISO 6270-2
这项实验仅用于新涂层系统的认可检验。这项实验验证手工涂层的试验样板(试验范围如下)是否规定符合。在首件认可的框架下,耐湿度特性也可以通过涂层材料生产商的认可证书来证实。
按照 DIN EN ISO 9227做划线。试验 720 h后,按 DIN EN ISO 4628-3评价,下面的基本性能要求在认可情况下都必须满足:
— 表面无基体金属腐蚀:Ri 0,
— 如果没有出现扩蚀,划线部分的基体金属腐蚀是允许的。
3.11.2NSS-实验按 DIN EN ISO 9227
下面描述的要求适用于零件在大众装配车间的货物入口检验(也就是说在包装和运输之后)。
标记2 一般情况下,底涂必须三次,确保进行盐雾时,获得≥ 600 h无基体金属腐蚀。
3.11.2.1 对一般防护形式的结构件的要求
— 720 h试验后,无基体金属腐蚀(Ri 0)
— 热存放 180℃,96 h后(热存放/循环空气),盐雾试验480h后,无基体金属腐蚀(Ri 0)
3.11.2.2对带螺纹的滚筒件的要求
— 常温盐雾试验600 h后,无基体金属腐蚀(Ri 0)
— 热存放180℃,96 h(热存放/循环空气),盐雾试验480h后,无基体金属腐蚀(Ri 0)
3.11.2.3对防护形式为 ofl-t601, ofl-t610 和 ofl-t615的结构件的要求
— 无热处理,480 h试验后,无基体金属腐蚀(Ri 0)
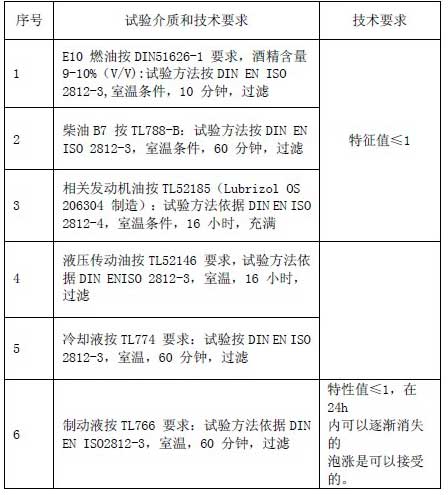
3.12耐化学试剂稳定性
这项实验仅用于新涂层系统的认可检验。这项实验验证手工涂层的试验样板(试验范围如下)是否符合规定。在首件认可的框架下,耐化学试剂稳定性也可以通过涂层材料生产商的认可证书来证实。
试验方法按DIN EN ISO 2812进行。判定依据按DIN EN ISO 4628-1。试验介质和技术要求见表2.
表2
4其它可用文件
在本标准中引用的下列文件,其应用是有必要的。
某些被引用的文件翻译自原始德版。 在这些文件中德国条款的翻译可能与用于这个标准的那些不同,从而造成术语不一致。
德版标准可能仅适用于德国。 其他语言标准版本可从其机构发行,且是可用的。
TL 52146 Central Hydraulic System Fluid; Lubricant Requirements
中央液压系统液压油;技术要求
TL 52165 Lubricant (greenish) for Threaded Fasteners; Material Requirements
拧紧件润滑剂(绿色)
TL 52185 Reference Engine Oil SAE 5W-30 for Testing of Compatibility with Respect
to Elastomer Materials; Lubricant Requirements
相关发动机油SAE 5W-30对弹性体材料的兼容性测试;技术要求
TL 766 Brake Fluid; Material Requirements
制动液;材料技术要求
TL 774 Ethylene Glycol-Based Coolant Additive; Material Requirements
乙二醇基冷却添加剂;材料技术要求
TL 788 Diesel Fuel; Fuel Requirements
柴油;燃料技术要求
VW 01110-1 Threaded Joints; Design and Assembly Specifications
螺栓连接件,设计,装配参数
VW 01129 Limit Values for Coefficients of Friction; Mechanical Fasteners with Metric
ISO Threads
摩擦系数极限值;带米制ISO螺纹的机械连接件
VW 01131-1 Determination of Coefficients of Friction; Practice- and Mounting-Oriented
Testing
摩擦系数的测定;安装和实用导向测试
VW 01131-2 Determination of Coefficients of Friction; Release of New Surface Coating
Systems
摩擦系数的测定;新表面涂层系统的推出
VW 01155 Vehicle Supply Parts; Approval of First Supply and Changes
汽车外购件概述;首次供货和更改的批准
VW 11611 Metric ISO Thread; Limit Dimensions with Protective Coating for Medium Tolerance Class; External Threads 6gh / Internal Threads 6H
米制ISO-螺纹 ;极限尺寸与防护涂层的介质;公差等级 ;外螺纹 6gh / 内螺纹 6H
VW 13750 Surface Protection of Metal Parts; Surface Protection Types, Codes
金属零件表面防护;防护形式,缩写,要求
VW 91101 Environmental Standard for Vehicles; Vehicle Parts, Materials, Operating Fluids; Avoidance of Hazardous Substances
汽车环境标准,汽车零件,材料,燃料,避免有害物质
DIN 267-27 Fasteners - Part 27: Steel screws, bolts and studs with adhesive coating,Technical specifications
机械连接元件;第 27部分:带粘贴涂层的钢铁螺栓,供货的技术条件
DIN 267-28 Fasteners - Part 28: Steel screws, bolts and studs with locking coating,Technical specifications
机械连接元件;第 28部分:带压接涂层的钢铁螺栓,供货的技术条件
DIN 51626-1 Automotive fuels - Requirements and test methods - Part 1: Petrol E10
汽车燃料 – 技术要求和试验方法 - 第1部分:汽油E10
DIN EN ISO 1463 Metallic and oxide coatings - Measurement of coating thickness –
Microscopical method
金属涂层和氧化层;涂层厚度测量;显微镜测试
DIN EN ISO 2064 Metallic and other non-organic coatings - Definitions and conventions concerning the measurement of thickness
金属涂层和其他无机的涂层;定义和规定,涂层厚度的测量
DIN EN ISO 2178 Non-magnetic coatings on magnetic substrates - Measurement of coating thickness - Magnetic method
磁性基体金属上的非磁性涂层;定义和规定,涂层厚度的测量
DIN EN ISO 2812-3 Paints and varnishes - Determination of resistance to liquids - Part 3:Method using an absorbent medium
油漆和清漆 - 耐液体的测定 - 第3部分:使用吸水介质的方法
DIN EN ISO 2812-4 Paints and varnishes - Determination of resistance to liquids - Part 4:Spotting methods
油漆和清漆 - 耐液体的测定 - 第4部分:斑点法
DIN EN ISO 4042 Fasteners - Electroplated coatings
连接元件;电镀层
DIN EN ISO 4628-1 Paints and varnishes - Evaluation of degradation of coatings –Designation of quantity and size of defects, and of intensity of uniform changes in appearance- Part 1: General introduction and designation system
涂层材料;涂层损伤的评估;损伤数量与大小和外观上的均匀变化强度的计算方法;第1部分:评价方法概论
DIN EN ISO 4628-3 Paints and varnishes - Evaluation of degradation of coatings –Designation of quantity and size of defects, and of intensity of uniform changes in appearance- Part 3: Assessment of degree of rusting
涂层材料;涂层损伤的评估;损伤数量与大小和外观上的均匀变化强度的计算方法;第3部分:锈蚀的评价
DIN EN ISO 6270-2 Paints and varnishes - Determination of resistance to humidity - Part 2:Procedure for exposing test specimens in condensation-water atmospheres
涂层材料;耐湿度特性的规定;第2部分:样件耐冷凝水的试验方法
DIN EN ISO 9227 Corrosion tests in artificial atmospheres - Salt spray tests
人工环境下的腐蚀试验;盐雾试验
Appendix A (informative) 附件A(供参考)
A.1 Released surface protection systems 已经认可的防护系统
A.1.1 Ofl-t601
Any system, e.g.: 方法任意,如下:
DELTA-TONE® 9000
DELTA-PROTEKT® KL100
GEOMET® 321
Magni Flake B46
Magni Flake D90
ZINTEK® 200
A.1.2 Ofl-t602
Any system, e.g.: 方法任意,如下:
DELTA-PROTEKT® KL100 + DELTA-PROTEKT® VH300
GEOMET® 321 PLUS 10
ZINTEK® 200 + ZINTEK® TOP
Magni Flake B46 + Magni Top T06E
A.1.3 Ofl-t610
DELTA-TONE® 9000
Magni Flake D90
A.1.4 Ofl-t611
DELTA-PROTEKT® KL100 + DELTA-PROTEKT® VH300
A.1.5 Ofl-t615
DELTA-TONE® 9000 + lubricant (greenish) as per TL 52165
Magni Flake D90 + lubricant (greenish) acc. to TL 52165
A.1.6 Ofl-t647
Any system. 方法任意
However, for fasteners, but only: 但只适用于紧固件:
DELTA-PROTEKT® KL100 + DELTA-PROTEKT® VH301GZ
DELTA-PROTEKT® KL100 + DELTA-PROTEKT® VH301.1GZ
GEOMET® 321 PLUS VL
Magni Flake B46 + Magni Top T06E-GZ
ZINTEK® 200 + ZINTEK® TOP LV

- 上一篇:BMW N 600 00,0
- 下一篇:Volvo VCS 5737,29

 微信公众号
微信公众号 微博
微博